關(guān)于金屬波紋管的液壓成型工藝的介紹
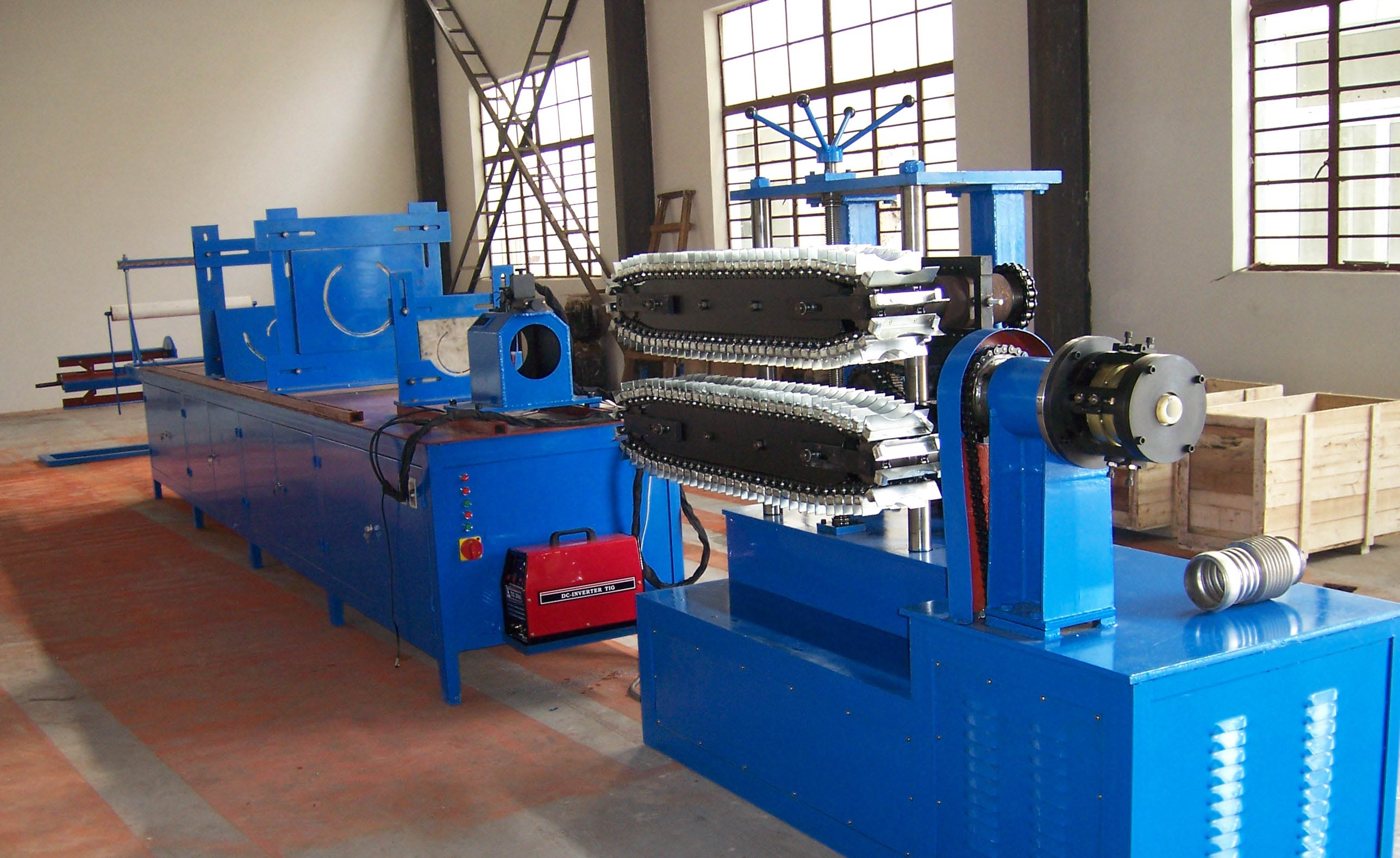
金屬軟管的制造工藝中,很重要的一個環(huán)節(jié)是液壓成型。液壓加工是截面為圓形、橢圓形、矩形、跑道形等環(huán)狀波紋管成型的普通工藝方法。調(diào)整好模具和管坯料的相對位置以后,向管坯料內(nèi)腔充壓,再沿其軸向進行機械壓縮,一根給長度的波紋管就很快形成了。這是液壓成型的一種方法,叫做多波一次成型法。一般作彈性元件的波紋管,多采用這種加工方法。但對作為金屬軟管本體的波紋管來講,該方法就不行了。因為這類波紋管要求越長越好。為此,人們創(chuàng)造了另一種液壓成型的方法,即單波連續(xù)成型法。它能夠在管坯料長度條件允許的情況下,連續(xù)成型幾十、幾百,甚至幾千、幾萬個波紋。使用時,可按所需長度或所需波紋數(shù)截取。從這個意義上來講,它可以代替多波一次成型機床。只要更換不同規(guī)格的模具,就可以生產(chǎn)不同規(guī)格的波紋管??梢哉f,單波連續(xù)成型機床是波紋管加工的多功能設(shè)備,是該生產(chǎn)線上的關(guān)鍵設(shè)備。
一、單波連續(xù)成型法
金屬波紋管單波連續(xù)成型的工作程序如下:
(一)合模上、下兩片對稱的推模4和模片7同時平行地向管坯料軸心線垂直移動,將安裝在芯軸上的薄壁管坯料從外表面緊緊地包住。
(二)進芯軸芯袖克服密封圈%和管坯料內(nèi)壁的摩擦阻力,向左移動,使固定在芯軸上的密封圈與模片相對運動到事先調(diào)定的位置。
(三)充填壓力液體工作液體從芯軸中心孔流向兩道密封圈之間,對管坯料內(nèi)壁起作用。在液體壓力的作用下,兩道密封圈之間的管坯料凸起,形成初波。
(四)進推模推??朔椈傻淖枇?,沿著導向滑桿向右移動,使原先初波的高度增加,寬度縮小,直至設(shè)計尺寸為止。
再經(jīng)過:五、泄液壓;六、分模;七、退芯軸;八、退推模這四個工序把已經(jīng)成型的波紋管從模具中脫出來;同時,又為下一個波紋的成型做好了準備。如此循環(huán)。每成型一個波紋約用4-40秒的時間。通徑越大,成型所需的時間就越長。
二、成型模具設(shè)計要素
波紋管液壓成型模具由一個芯軸、一付推模和一付模片組成。它們工作部位的截面形狀相應于波紋管截面形狀而變化。材料宜用中碳鋼或普通合金鋼。其強度、硬度和韌性方面的要求可與一般模具設(shè)計標準相同,但模具各部位的幾何尺寸,形位公差的確定,必須根據(jù)長期實踐所獲得的成熟經(jīng)驗來考慮。否則,成功地設(shè)計出理想的金屬軟管模具是很困難的。
(一)不柱度和不同軸度
對于通徑為150毫米以下或各種當量截面的,不同波形的中小規(guī)格的波紋管,推模中心工作部位的不同軸度不能大于0.03-0.05毫米,其不柱度不能大于0.05-0.08毫米。尤其是對矩形截面的波紋管模具,要求還要更高一些。否則,在合模的時候,就可能將管坯料咬破,使之漏液,結(jié)果會由于壓力損失而使波紋成型不出來。即使管還未被咬破(僅是被咬傷了),成型時,這個部位壁厚就會更加變薄。這樣,必然影響它的使用壽命。對于矩形截面的波紋管,則在四個面上的波紋厚度、波谷寬度可能產(chǎn)生不均勻,或是波紋深度有差異。因此,嚴格地掌握不柱度和不同軸度的允差,是波紋管液壓成型模具設(shè)計中的一個基本原則。
(二)配合
在設(shè)計模具時,當然不能機械地按照管坯料通徑及壁厚去換算。由于管坯制造公差管材薄壁的嬌嫩性及單波連續(xù)成型工藝特點等原因,根據(jù)波紋管截面大小的不同,推模、模片與管坯料外表面應呈靜配合或相當于靜配合的過渡配合狀態(tài)。它們之間沒有間隙。為了成型過程中不泄漏,密封圈外徑要比芯軸外徑大一些,使套裝在芯軸上的管坯料的實際支承是密封圈,而不是芯軸本身。否則,在工作過程中則可能出現(xiàn)下述兩個問題。
1)由于模片、推模對管坯料包夾不緊而造成泄漏;
2)由于芯軸在管坯料中自然狀態(tài)不穩(wěn)定而造成密封圈被沖擠出槽。
這兩種結(jié)果都將使壓力有較大降失,因而不能成型出合格的金屬軟管,甚至根本不能成型出波紋來。反之,如果推模、模片對管坯料包失太緊,必然在芯軸進給時造成系統(tǒng)壓力猛增。如果芯軸在管坯料中受壓太大,必然造成摩擦阻力的增大。這兩種結(jié)果又將給波紋管成型帶來不利條件,產(chǎn)生疊波(即波紋管波紋寬度和波谷寬度都縮小,趨向于零)的主要原因就在于此。所以,合理地控制模具與管坯料的配合關(guān)系是波紋管液壓成型模具設(shè)計中的一個重要環(huán)節(jié)。
(三)關(guān)于圓角值的確定
在模具上,各部位的R值有其各種不同的作用。
R值的大小,直接影響波紋管的成型質(zhì)量。由于各種材料、規(guī)格的不同,波紋成型后的回彈量大小也不相同。
R值確定得是否得當,直接關(guān)系到能否生產(chǎn)出合格的產(chǎn)品。所以說,認真地分析各個R值的實際意義亦是波紋管液壓成型模具設(shè)計中一個不可忽視的方面。
相關(guān)標簽:不銹鋼波紋管滾波機